东莞某刀片客户遇到如下情况:420刀片未经过任何钝化处理,在仓库中存放三个月刀片就出现生锈情况:

因此,该司咨询到我司,请求我司给予解决方案,并要求盐雾测试达到24小时以上。
针对该司提供的样件,我司技术部给予以下工艺:
除锈→过水→钝化→过水→配位→过水→中和→过水→过纯水→烘干
首先除锈,因为是不锈铁材料,因此除锈不能用酸性过强的药剂,因此我司提供凯盟不锈钢快速清洗剂KM0109进行除锈清洗,时间大概在5~10分钟,当然这要看生锈的严重程度:

由于这个生锈程度比较严重,此浸泡过程大概在8分钟之后,出现如下情况:

很明显大部分锈迹已经除去,其实到这一步,工件表面的锈迹已经全部溶解,松动,我们可以用抹布轻轻一擦就能擦掉,如下:


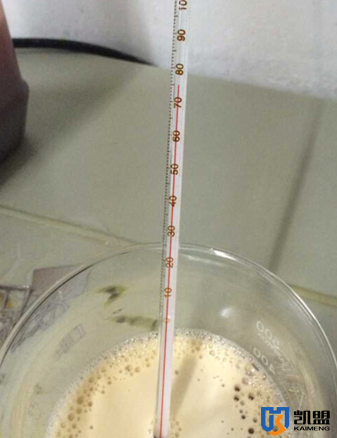
我们可以接着进行下一步工艺:钝化,钝化是使用凯盟不锈铁钝化液新4000,温度在70~80度之间,时间要浸泡30分钟左右,操作如下:

一定要工件完全浸泡到药水中,如下图:

当然,温度也要严格的控制
30分钟之后就可以拿出来过水清洗了:

清洗干净表面的钝化液之后就可以进行配位,配位是使用凯盟不锈铁配位剂ID4000A,将配位剂加温至50~60度之间,浸泡15分钟以上。在此过程中一定要注意不锈铁钝化液新4000和不锈铁配位剂的颜色是有区别的哦,千万别弄错了,不然钝化是没有效果的,而且还可能导致产品发黑。好了,我们还是继续我们的工艺,配位:

当然,配位的温度也要严格的控制,配位完成之后,一定要用清水清洗干净表面残留的配位剂药水,此过程就不上图了,清洗干净之后要中和,因为凯盟不锈铁钝化液新4000和ID4000A都是弱酸性的药液,因此,我们需要用5%NaoH兑水进行酸碱中和,常温浸泡,时间大概在3~5分钟:

当然,中和之后我们还是需要用清水清洗干净表面的中和液,如果条件允许,清洗完中和药水之后,建议泡一下纯水,这样可以去除工件表面因为自来水清洗附着的氯离子,烘干之后不会残留水印,最后就是烘干或者吹干都可以。烘干之后就可以进行盐雾测试:

目前测试已经通过24小时盐雾测试,及时的给客户上交一份合格的答卷,该司目前正在积极准备投产中。